 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ar ekstruderio varžtas dažnai nusidėvėjęs? Yra šios pagrindinės priežastys!
Ningbo Fangli Technology Co., Ltd. yra mechaninės įrangos gamintoja, turinti beveik 30 metų patirtįplastikinių vamzdžių ekstruzijos įranga, nauja aplinkos apsauga ir nauja medžiagų įranga. Nuo pat įkūrimo Fangli buvo kuriamas atsižvelgiant į vartotojo poreikius. Nuolat tobulindami, vykdydami nepriklausomus pagrindinių technologijų mokslinius tyrimus ir plėtrą bei įsisavindami pažangias technologijas ir kitas priemones, sukūrėmePVC vamzdžių ekstruzijos linija, PP-R vamzdžių ekstruzijos linija, PE vandens tiekimo / dujų vamzdžių ekstruzijos linija, kurią Kinijos statybos ministerija rekomendavo pakeisti importuojamus gaminius. Gavome „Pirmos klasės prekės ženklo Džedziango provincijoje“ titulą.
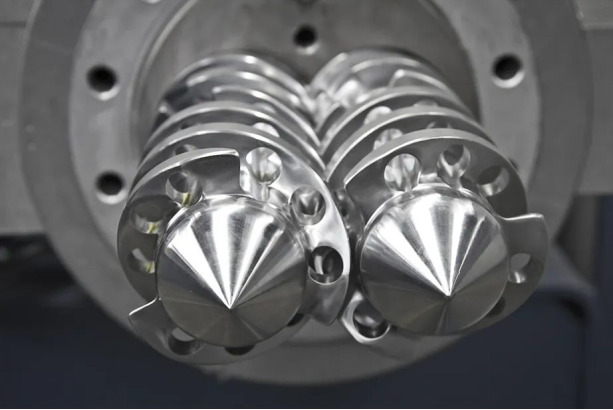
Sraigtinis ekstruderisyra pagrindinė plastiko formavimo ir maišymo modifikavimo įranga. Faktiniame gamybos procese maišymo modifikacija, varžtasekstruderisyra atšiaurioje aukšto slėgio ir aukštos temperatūros aplinkoje ir turi didžiulę trinties ir šlyties jėgą.
Dėl ypatingos darbo aplinkos,ekstruderisSraigtas nėra įprasta metalo ir metalo trintis, o metalas su polimeru, todėl varžto paviršiaus susidėvėjimas dažnai yra rimtas.
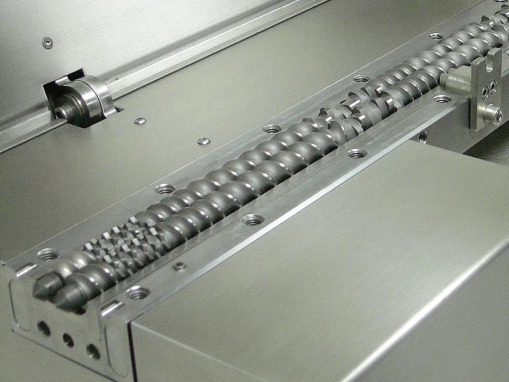
Sraigto susidėvėjimas padidina atstumą tarp varžto ir cilindro, o tai turi įtakos varžto suspaudimui ir kirpimui ant medžiagos, todėl pablogėja gaminio kokybė. Kita vertus, dažnas susidėvėjusių varžtų keitimas ne tik padidina savikainą, bet ir vilkina gamybos planą, dėl to sumažėja gamybos efektyvumas.
Sraigtas paprastai nuimamas į metalo laužą dėl ilgalaikio susidėvėjimo, o tarpas tarp varžto ir cilindro yra per didelis, kad jį būtų galima įprastai išspausti. Tačiau pasitaiko ir tokių atvejų, kai dėl netinkamos konstrukcijos ar eksploatacijos atsiradęs darbinis įtempis viršija stiprumo ribą ir yra pažeistas. Toliau pateikiamas trumpas įvadas į ekstruzijos varžto susidėvėjimo priežastis:
1 Apdorojimo temperatūra
Kiekviena plastiko rūšis turi idealų plastifikavimo apdorojimo temperatūros diapazoną. Statinės apdorojimo temperatūra turi būti kontroliuojama, kad ji būtų artima šiam temperatūros diapazonui. Kai plastiko dalelės iš bunkerio patenka į statinę, jos pirmiausia pasieks padavimo sekciją, kur neišvengiamai atsiras sausa trintis. Kai šie plastikai nėra pakankamai kaitinami ir lydosi netolygiai, nesunku suformuoti vidinę statinės sienelę ir varžto paviršių, kad padidėtų susidėvėjimas.
Panašiai suspaudimo ir homogenizavimo skyriuje, jei plastiko lydymosi būsena yra netvarkinga ir netolygi, susidėvėjimas taip pat paspartės.

2 Greitis
Greitis turi būti tinkamai sureguliuotas. Kai kurie plastikai dedami su sutvirtinančiomis medžiagomis, pavyzdžiui, stiklo pluoštu, mineralais ar kitais užpildais. Šių medžiagų trinties jėga ant metalinių medžiagų dažnai yra daug didesnė nei išlydyto plastiko.
Jei naudojamas didelis sukimosi greitis, armatūros pluoštą lengva suplėšyti, tuo pačiu pagerinant plastiko kirpimo jėgą. Plyšęs pluoštas turi aštrius galus, o tai labai padidina susidėvėjimo jėgą. Metalo paviršiumi dideliu greičiu slystant neorganiniams mineralams, jų grandymo efektas nėra mažas. Todėl greitis neturėtų būti per didelis.
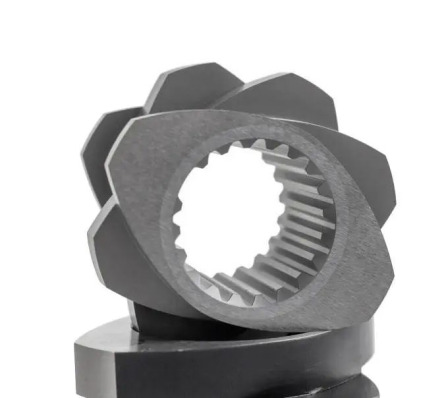
3 Tarpas tarp varžto ir cilindro
Sraigtas sukasi cilindre, o trintis tarp medžiagos ir abiejų varžto ir cilindro darbinis paviršius palaipsniui nusidėvi, varžto skersmuo palaipsniui mažėja, o vamzdžio vidinis angos skersmuo palaipsniui didėja. Tokiu būdu, tvirtinimo skersmens tarpas tarp varžto ir cilindro šiek tiek padidėja palaipsniui abiems susidėvėjus.
Tačiau kadangi galvutės ir skirstytuvo plokštės pasipriešinimas priešais statinę nepasikeitė, ekstruzinės medžiagos nuotėkio srautas padidėja jai judant į priekį, tai yra medžiagos srautas nuo skersmens tarpo iki padavimo. kryptis padidinama. Dėl to sumažėjo plastikinių mašinų gamyba. Šis reiškinys padidina medžiagų buvimo statinėje laiką, sukeldamas medžiagos skilimą. PVC atveju skilimo metu susidarančios vandenilio chlorido dujos sustiprina varžto ir cilindro koroziją.

4 Netolygus medžiagų plastifikavimas arba metalo pašalinės medžiagos
Kadangi medžiagos plastifikuojamos netolygiai arba į medžiagas įsimaišo metalinių pašalinių medžiagų, varžto sukimo momentas staiga padidėja. Šis sukimo momentas viršija varžto stiprumo ribą, todėl varžtas nutrūksta. Tai netradicinė avarijos žala.
Aukščiau nurodytos dažniausios varžtų susidėvėjimo priežastys, ir tikimės, kad pasinaudoję aukščiau pateikta medžiaga galėsime geriau suprasti ekstruzijos varžtą.
Sumažinus varžtų susidėvėjimą ir pailginus varžtų tarnavimo laiką, labai sumažės įrangos priežiūros sąnaudos, bus užtikrinta gaminių kokybė ir didesnė ekonominė nauda įmonėms.
Jei jums reikia daugiau informacijos, „Ningbo Fangli Technology Co., Ltd.“ kviečia susisiekti ir pateikti išsamų užklausą, pateiksime profesionalias technines gaires arba pasiūlymus dėl įrangos pirkimo.
Siųsti užklausą


X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika