 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Kokios yra pagrindinės varžtų dilimo priežastys?
Ningbo Fangli Technology Co., Ltd.yramechaninės įrangos gamintojassu beveik 30 metų patirtimiplastikinių vamzdžių ekstruzijos įranga, nauja aplinkos apsauga ir nauja medžiagų įranga. Nuo pat įkūrimo Fangli buvo kuriamas atsižvelgiant į vartotojo poreikius. Nuolat tobulindami, vykdydami nepriklausomus pagrindinių technologijų mokslinius tyrimus ir plėtrą bei įsisavindami pažangias technologijas ir kitas priemones, sukūrėmePVC vamzdžių ekstruzijos linija, PP-R vamzdžių ekstruzijos linija, PE vandens tiekimo / dujų vamzdžių ekstruzijos linija, kurią Kinijos statybos ministerija rekomendavo pakeisti importuojamus gaminius. Gavome „Pirmos klasės prekės ženklo Džedziango provincijoje“ titulą.
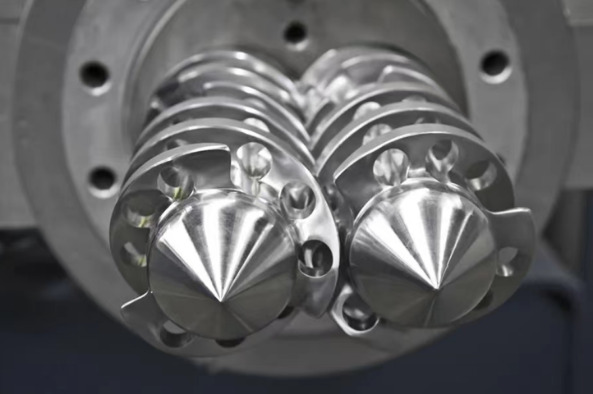
Sraigtinis ekstruderis yra pagrindinė plastiko formavimo ir maišymo modifikavimo įranga. Tikrajame maišymo modifikavimo procese ekstruderio sraigtas yra atšiaurioje aplinkoje, kurioje yra aukštas slėgis ir aukšta temperatūra, ir yra veikiamas didžiulės trinties ir šlyties jėgos.
Dėl ypatingos darbo aplinkos varžtų trintis nėra įprastas metalas su metalu, o veikiau metalas ir didelės molekulinės masės polimeras, todėl varžto paviršius dažnai labai nusidėvi. Sraigto dilimas padidina atstumą tarp jo ir cilindro, o tai turi įtakos varžto suspaudimui ir šlyčiai ant medžiagos, todėl pablogėja gaminio kokybė. Kita vertus, dažnas susidėvėjusių varžtų keitimas didina sąnaudas ir vilkina gamybos grafikus, todėl sumažėja našumas.
Varžtus paprastai reikia išmesti dėl to, kad atstumas tarp varžto ir cilindro yra toks didelis po ilgalaikio trinties, kad medžiaga negali būti įprastai išspausta., Taip pat yra pavyzdžių, kad mašinos darbingumas viršija ribą dėl netinkamos konstrukcijos ar veikimo. Toliau pateikiamas trumpas varžtų dilimo priežasčių aprašymas.
1. Apdorojimo temperatūra
Kiekvienas plastikas turi apdirbimo temperatūros diapazoną idealiam plastifikavimui, o statinės apdorojimo temperatūra turi būti kontroliuojama taip, kad ji būtų artima šiam temperatūros diapazonui. Plastikinės granulės tiekiamos iš bunkerio į statinę ir pirmiausia pasieks užpildymo sekciją. Užpildymo skyriuje medžiagos neišvengiamai turės sausą trintį. Kai šie plastikai yra nepakankamai įkaitinti ir netolygiai išsilydo, nesunku padidinti dilimą tarp statinės vidinės sienelės ir varžto paviršiaus.
Panašiai, suspaudimo ir homogenizavimo skyriuje, jei išlydyto plastiko būklė yra netvarkinga ir netolygi, tai taip pat sukels greitesnį susidėvėjimą.

2. Sukimosi greitis
Sukimosi greitis turi būti tinkamai sureguliuotas. Kadangi kai kurie plastikai turi stiprinamųjų medžiagų, tokių kaip stiklo pluoštas, mineralai ar kiti užpildai. Šios medžiagos dažnai turi daug didesnę trintį su metalinėmis medžiagomis nei išlydytas plastikas.
Jei naudojamas didelis sukimosi greitis, kartu padidinant plastiko šlyties jėgą, taip pat lengva susmulkinti sustiprintus pluoštus. Susmulkintų pluoštų galai yra aštrūs, todėl abrazyvinė jėga labai padidėja. Neorganiniai mineralai dideliu greičiu slysta metaliniu paviršiumi, o grandymo efektas nėra menkas. Apskritai, greitis neturėtų būti reguliuojamas per didelis.

3. Tarpas tarp varžto ir cilindro
The screw rotates in the barrel, and the friction between the material and the two makes the screw and the working surface of the barrel gradually wear out, then the screw diameter is gradually getting shorter and the barrel’s inner diameter increases. In this way, the gap between the screw and the barrel gets bigger and bigger because of the abrasion.
Tačiau dėl statinės priešais galvutę ir kolektoriaus varža nepasikeitė, todėl padidėja ekstruzinės medžiagos nutekėjimo srautas, ty medžiagos padavimo srautas didėja nuo tarpo iki padavimo krypties. Dėl to sumažėjo mašinos gamybos pajėgumai. Šis reiškinys savo ruožtu padidina medžiagos buvimo statinėje trukmę, todėl medžiaga suyra. Jei tai PVC, irimo metu susidarančios vandenilio chlorido dujos sustiprins varžto ir statinės koroziją.

4. Netolygus įmaišytų medžiagų ar metalinių priemaišų plastifikavimas
Kadangi medžiaga nėra tolygiai plastifikuota arba į ją susimaišo metalinės priemaišos, varžto sukimo momento jėga staiga padidės. Šis sukimo momentas viršija varžto stiprumo ribą ir dėl to varžtas nusukamas. Tai netradicinė avarijos žala.
Tai yra keletas dažniausių varžtų susidėvėjimo priežasčių, tikimės, kad aukščiau pateiktas turinys padės geriau suprasti ir išmanyti ekstruzijos varžtą.
Sumažinus varžto dilimą ir pailginus sraigto tarnavimo laiką, labai sumažės įrangos priežiūros kaštai, bus užtikrinta gaminio kokybė ir didesnė ekonominė nauda Jūsų įmonei.
Jei jums reikia daugiau informacijos, „Ningbo Fangli Technology Co., Ltd.“ kviečia susisiekti ir pateikti išsamų užklausą, pateiksime profesionalias technines gaires arba pasiūlymus dėl įrangos pirkimo.
Siųsti užklausą


X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika