 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Dažnai dėvimas ekstruderio varžtas? Yra šios pagrindinės priežastys!
Ningbo Fangli Technology Co., Ltd.yramechaninės įrangos gamintojassu beveik 30 metų patirtimiplastikinių vamzdžių ekstruzijos įrangat,nauja aplinkos apsauga ir nauja medžiagų įranga. Nuo pat įkūrimo Fangli buvo kuriamas atsižvelgiant į vartotojo poreikius. Nuolat tobulindami, vykdydami nepriklausomus pagrindinių technologijų mokslinius tyrimus ir plėtrą bei įsisavindami pažangias technologijas ir kitas priemones, sukūrėmePVC vamzdžių ekstruzijos linija, PP-R vamzdžių ekstruzijos linija, PE vandens tiekimo / dujų vamzdžių ekstruzijos linija, kurią Kinijos statybos ministerija rekomendavo pakeisti importuojamus gaminius. Gavome „Pirmos klasės prekės ženklo Džedziango provincijoje“ titulą.
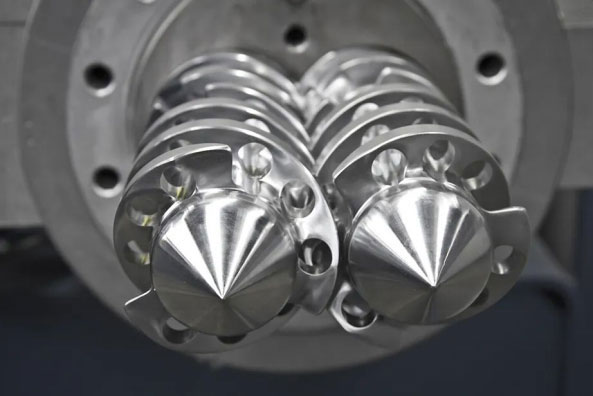
Sraigtinis ekstruderisyra pagrindinė plastiko formavimo ir maišymo modifikavimo įranga. Tikrajame maišymo modifikavimo gamybos procese ekstruderio sraigtas yra atšiaurioje aukšto slėgio ir aukštos temperatūros aplinkoje, turi didelę trintį ir šlyties jėgą.
Dėl ypatingos darbo aplinkos ekstruderio varžtas nėra įprasta trintis tarp metalo ir metalo, o tarp metalo ir polimero. Todėl varžto paviršiaus susidėvėjimas dažnai yra rimtas.
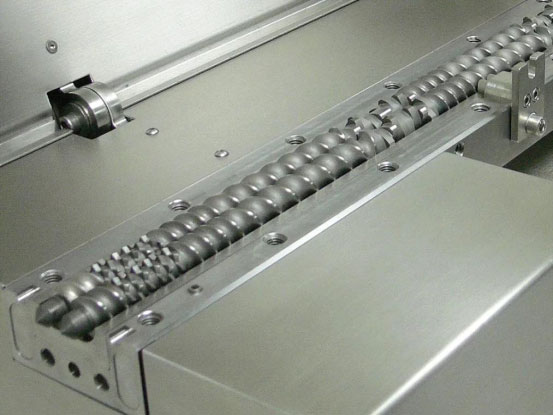
Sraigto susidėvėjimas padidina atstumą tarp varžto ir cilindro, turi įtakos varžto suspaudimui ir šlyčiai prie medžiagos, todėl pablogės gaminio kokybė. Kita vertus, dažnas susidėvėjusių varžtų keitimas ne tik padidina savikainą, bet ir vilkina gamybos planą, dėl to sumažėja gamybos efektyvumas.
Generally, the screw is scrapped due to long-term wear, and the gap between the screw and the barrel is too large to be extruded normally. However, there are also cases where the working stress caused by improper design or operation exceeds the strength limit and is damaged. The following is a brief introduction to the wear causes of the extrusion screw:
1、Apdorojimo temperatūra
Kiekviena plastiko rūšis turi idealų plastifikavimo apdorojimo temperatūros diapazoną. Statinės apdorojimo temperatūra turi būti kontroliuojama, kad ji būtų artima šiam temperatūros diapazonui. Kai plastiko dalelės iš bunkerio patenka į statinę, jos pirmiausia pasieks padavimo sekciją, o padavimo skyriuje neišvengiamai atsiras sausa trintis. Kai šie plastikai yra nepakankamai kaitinami ir netolygiai tirpsta, nesunku padidinti vamzdžio vidinės sienelės ir varžto paviršiaus susidėvėjimą.
Panašiai, suspaudimo ir homogenizavimo skyriuje, jei plastiko lydymosi būsena yra netvarkinga ir netolygi, tai taip pat sukels pagreitintą nusidėvėjimą.

2、greitis
Greitis turi būti tinkamai sureguliuotas. Kadangi į kai kuriuos plastikus dedama sutvirtinamųjų medžiagų, pavyzdžiui, stiklo pluošto, mineralų ar kitų užpildų. Šių medžiagų trinties jėga ant metalinių medžiagų dažnai yra daug didesnė nei išlydyto plastiko.
Jei naudojamas didelis sukimosi greitis, sustiprintą pluoštą nesunku suplėšyti, padidinant plastiko šlyties jėgą. Plyšęs pluoštas turi aštrius galus, o tai labai padidina susidėvėjimo jėgą. Neorganiniams mineralams dideliu greičiu slystant metaliniu paviršiumi, jų grandymo efektas nėra mažas. Todėl greitis neturėtų būti reguliuojamas per didelis.

3、Tarpas tarp varžto ir cilindro
Sraigtas sukasi cilindre, o dėl trinties tarp medžiagos ir abiejų varžto ir cilindro darbinis paviršius palaipsniui nusidėvi, varžto skersmuo palaipsniui mažėja, o vamzdžio vidinis skylės skersmuo palaipsniui didėja. Tokiu būdu, tvirtinimo skersmens tarpas tarp varžto ir cilindro palaipsniui didėja, palaipsniui abiem dėvisi.
However, since the resistance of the head and distributor plate in front of the barrel has not changed, this increases the leakage flow of the extruded material when it moves forward, that is, the flow of the material from the diameter gap to the feeding direction increases. As a result, the production of plastic machinery decreased. This phenomenon also increases the residence time of materials in the barrel, resulting in material decomposition. In the case of PVC, the hydrogen chloride gas generated by decomposition strengthens the corrosion of the screw and barrel.

4、Netolygus medžiagų plastifikavimas arba metalinių pašalinių medžiagų susimaišymas
Because the material is not plasticized evenly, or there are metal foreign matters mixed into the material, the rotating torque of the screw suddenly increases, which exceeds the strength limit of the screw and causes the screw to break. This is an unconventional accident damage.
Pirmiau nurodytos dažniausios varžtų susidėvėjimo priežastys. Tikiuosi, kad per aukščiau pateiktą turinį galėsime geriau suprasti ekstruzijos varžtą.
Sumažinus varžto susidėvėjimą ir pailginus varžto tarnavimo laiką, labai sumažės įrangos priežiūros sąnaudos, bus užtikrinta gaminio kokybė ir didesnė ekonominė nauda įmonei.
Jei jums reikia daugiau informacijos, „Ningbo Fangli Technology Co., Ltd.“ kviečia susisiekti ir pateikti išsamų užklausą, pateiksime profesionalias technines gaires arba pasiūlymus dėl įrangos pirkimo.
Ankstesnis:Plastikinių vamzdžių pjovimo staklių tipai
Siųsti užklausą


X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika