 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Įvadas į vamzdžių ekstruzijos procesą, įrangą, kokybės defektus ir kt.
Ningbo Fangli Technology Co., Ltd.yra amechaninės įrangos gamintojassu daugiau nei 30 metų patirtimiplastikinių vamzdžių ekstruzijos įranga,nauja aplinkos apsauga ir nauja medžiagų įranga.Nuo pat įkūrimo Fangli buvo kuriamas atsižvelgiant į vartotojo poreikius. Nuolat tobulindami, vykdydami nepriklausomus pagrindinių technologijų mokslinius tyrimus ir plėtrą bei įsisavindami ir įsisavindami pažangias technologijas bei kitas priemones, sukūrėmePVC vamzdžių ekstruzijos linija,PP-R vamzdžių ekstruzijos linija, PE vandens tiekimo / dujų vamzdžių ekstruzijos linija, kurią Kinijos statybos ministerija rekomendavo pakeisti importuojamus gaminius. Gavome „Pirmos klasės prekės ženklo Džedziango provincijoje“ titulą.
I. Proceso eiga
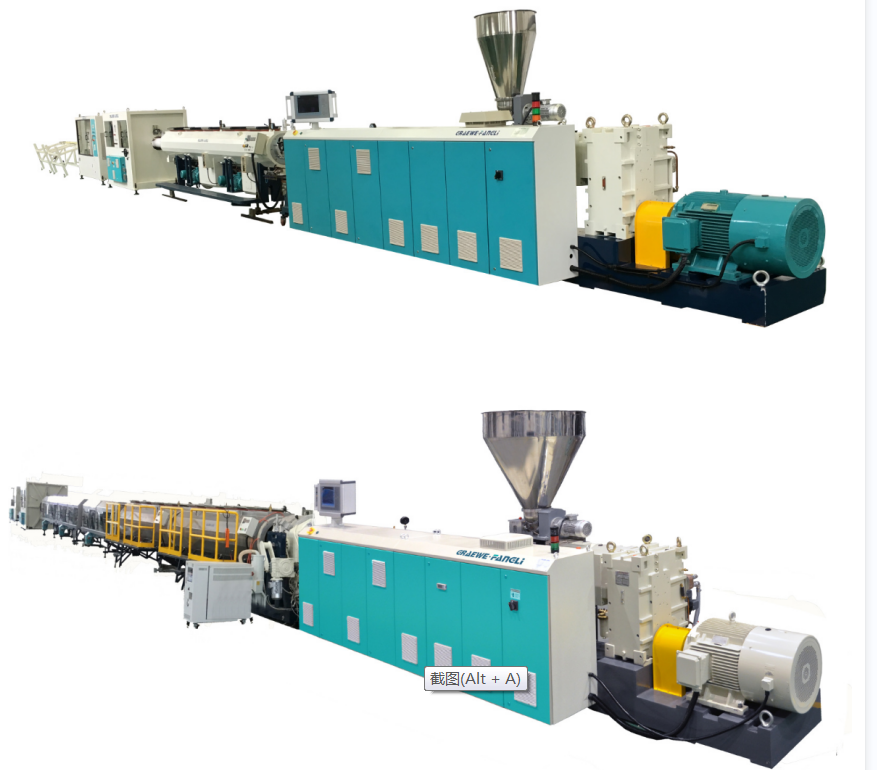
Šiuo metu PVC ir PO vamzdžiai yra didžiausios apimties produktai tiek šalies viduje, tiek tarptautiniu mastu.1 pavparodyta poliolefininių (PO) vamzdžių gamybos proceso eigos schema. Plastikas sraigtu tiekiamas į žiedinį tarpą (2) kaip tolygiai plastifikuotas lydalas, išspaudžiant vamzdžio sluoksnį. Jis iš karto patenka į kalibravimo bloką (3) aušinimui ir dydžio nustatymui, o po to toliau pakankamai vėsinamas aušinimo bake (4). Vamzdis ištraukiamas pastoviu greičiu reguliuojamuišvežimo vienetas(6)ir galiausiai pjaustytuvu (7) supjaustykite iki nurodyto ilgio. Plonasienius vamzdžius, kurių skersmuo mažesnis nei 160 mm, vyniotuvu (9) galima suvynioti į ritinius.

1 pav. PO vamzdžių gamybos proceso eigos schema
1---Ekstruderis; 2 ---PipeMirk; 3 ---Kalibravimo rankovė;
4 ---Vakuuminis kalibravimo aušinimas; 5 ---Aušinimo bakas;
6 ---Išvežimo vienetas; 7 ---Pjovėjas;
8 --- Spausdintuvas; 9 ---Koileris
II. Procesas ir įranga
PO vamzdžių gamybai, adidelio efektyvumo vieno sraigto ekstruderisreikėtų pasirinkti. Tiekimo zonoje naudojamas ašinis griovelis. Varžto ilgio ir skersmens (L/D) santykis yra 30–33:1. Sraigto konstrukcija yra dviejų pakopų konstrukcija, kurios gylis ir žingsniai skiriasi: padavimo sekcijos žingsnis yra mažesnis už varžto skersmenį, o lydymosi ir homogenizavimo sekcijų žingsnis yra didesnis nei varžto skersmuo. Siekiant pagerinti maišymo efektyvumą, kai kuriuose varžtuose yra sumontuoti papildomi maišymo galvutės elementai. Šio tipo vieno sraigto ekstruderis pasižymi santykinai dideliu našumu ir gera plastifikacija. Pavyzdžiui, vieno sraigto ekstruderis, kurio varžto skersmuo yra 90 mm, gali pasiekti didesnį nei 600 kg/val. Be to, gaminant PO vamzdžius, užpildytus kalcio karbonatu, bario sulfatu, medienos miltais arba stiklo pluoštu, paprastai naudojami kartu besisukantys dviejų sraigtų ekstruderiai.
PVC vamzdžių gamyba iš esmės yra panaši į PO vamzdžių gamybą. Dažniausiai naudojami priešingai besisukantys kūginiai arbalygiagrečiai dviejų sraigtų ekstruderiai, leidžianti tiesiogiai išspausti sauso mišinio miltelius. Jų našumas svyruoja nuo 10 kg/h mažo skersmens vamzdžiams iki 1100 kg/h didelio skersmens vamzdžiams. Sraigto L/D santykis padidėjo nuo 18:1 iki 25:1. Pavyzdžiui, adviejų sraigtų ekstruderissu 90 mm varžto skersmeniu gali pasiekti didesnį nei 300 kg/h našumą.
Kaip matyti iš 1 paveikslo, vamzdžių ekstruzijos pasroviui įranga daugiausia susideda iš aušinimo vandens bako,išvežimo vienetas, pjaustytuvas, ritė, arba išmesti stalą.
Kai vamzdis išeina iš kalibravimo ir aušinimo įrenginio, jis nėra visiškai atšaldomas iki kambario temperatūros. Jei toliau neaušinama, radialine vamzdžio sienelės kryptimi esantis temperatūros gradientas gali paskatinti jau sukietėjusį išorinį sluoksnį vėl suminkštėti dėl temperatūros kilimo ir dėl to deformuotis. Kita vertus, vamzdis taip pat turi atlaikyti ištraukimo, pjovimo ir vyniojimo įrangos įtempimus. Todėl likutinė šiluma turi būti pašalinta, atvėsinant vamzdį iki kambario temperatūros. Aušinimo būdai apima vandens vonią ir aušinimą purškimu. Vandens vonios aušinimo bake vandens lygis turi visiškai panardinti vamzdį. Bakas yra padalintas į kelias dalis. Aušinimo vandens įleidimo anga yra nustatyta paskutinėje sekcijoje, todėl vandens srauto kryptis yra priešinga vamzdžio ekstruzijos krypčiai, todėl susidaro aušinimo temperatūros gradientas. Tai lemia laipsniškesnį vamzdžio aušinimą ir mažesnį vidinį įtempį. Atstumas tarp aušinimo vandens bako ir kalibravimo/aušinimo įrenginio neturi viršyti vienos dešimtosios viso aušinimo ilgio; kitu atveju temperatūros skirtumas tarp vamzdžio išorinės sienelės ir aušinimo vandens gali labai padidėti. Nors vandens vonios metodas yra paprastas, temperatūros skirtumai tarp viršutinio ir apatinio vandens sluoksnių rezervuare gali sukelti netolygų aušinimą ir vamzdžio lenkimą. Be to, vamzdį veikiančios plūdrumo jėgos gali lengvai sukelti deformaciją, todėl šis metodas ypač netinkamas didelio skersmens vamzdžiams aušinti.
Funkcijavamzdžių ištraukimo įrenginysyra užtikrinti tam tikrą ištraukimo greitį ir jėgą jau nustatyto dydžio ir aušinamam vamzdžiui, įveikiant trinties jėgą, kurią sukuria vamzdžio dydžio nustatymo įtaisas, taip pastoviu greičiu ištraukiant vamzdį prie vyniotuvo arba išmetimo stalo. Ištraukimo įrenginys yra viena iš pagrindinių vamzdžių gamybos įrangos dalių ir turi atitikti šiuos reikalavimus.
(1)nuvežimasgreitį turi būti galima bepakopiai ir sklandžiai reguliuoti, užtikrinant pastovų greitį. Dėl nestabilaus ištraukimo greičio vamzdžio skersmuo svyruos. Ištraukimo greitis turi būti glaudžiai suderintas su ekstruzijos greičiu. Vamzdžio sienelių storis reguliuojamas reguliuojant ištraukimo greitį: lėtesnis ištraukimo greitis – storesnės, greitesnis – plonesnės. Tinkamo išvežimo greičio pasirinkimas yra veiksmingas būdas užtikrinti gaminio matmenų atitiktį. Šiuolaikinės konstrukcijos gali pasiekti maksimalų ištraukimo greitį iki 30 m/min.
(2)Konstantanuvežimasturi būti palaikoma jėga, be jokio stūmimo ir traukimo reiškinio, priešingu atveju gali atsirasti vamzdžio paviršiaus banguotumo defektų. Taip pat reikalinga pakankamai ištraukimo jėga. Reikalinga ištraukimo jėga didėja didėjant kontaktiniam plotui ir radialiniam slėgiui. Mažo ir vidutinio skersmens vamzdžiams ištraukimo jėga paprastai yra 100–600 N; didelio skersmens vamzdžiams jis paprastai yra 800–10 000 N.
(3) Suspaudimo jėgaišvežimo vienetasgriebtuvas turi būti reguliuojamas ir galintis suimti įvairaus skersmens vamzdžius nepažeisdamas ar nedeformuodamas paviršiaus. Šiuo metu plačiai naudojami vikšrinio tipo griebtuvai. Juos sudaro 2–12 takelių, tolygiai išdėstytų aplink vamzdį. Vikšrai yra įmontuoti tam tikru skaičiumi guminių/plastikinių suspaudimo blokų, dažniausiai įgaubtų arba kampuotų, kad padidėtų vamzdžio radialinis slėgis. Suspaudimo jėgos reguliavimas pasiekiamas pneumatiniais, hidrauliniais arba švininiais varžtų-veržlių mechanizmais. Bėgių skaičius didėja didėjant vamzdžio skersmeniui.
Nutraukus vamzdį iki tam tikro ilgio, jį reikia nupjauti iki ilgio. Frezos būna įvairių tipų, parenkamos pagal vamzdžio skersmenį ir sienelės storį, medžiagos tipą, pjūvio ilgį, pjovimo kokybę, pjovimo formą ir kt. Giljotinos tipo automatiniai pjaustytuvai ir diskiniai radialiniai pjūklai tinka mažo ir vidutinio skersmens vamzdžiams pjauti; planetiniai automatiniai pjaustytuvai tinka didelio skersmens vamzdžiams. Gavęs pjovimo komandą, pjaustytuvas sugriebia vamzdį spaustuku ir, užbaigdamas pjovimo veiksmą, juda vamzdžio ištraukimo kryptimi. Po pjovimo pneumatinis mechanizmas stumia jį atgal į pradinę padėtį.
Koileris ir išmetimo stalas. Tik tie vamzdžiai, kurie nesideformuoja lenkimo metu, suvyniojami į ritinius naudojant vyniotuvą su automatiniu pjovimu ir iškrovimu. Apvijos linijinis greitis yra sinchronizuojamas su ekstruzijos greičiu ir gali būti be pakopų reguliuojamas. Kai ekstruzijos greitis mažesnis nei 2 m/min, paprastai naudojamas vienos stoties vyniotuvas; kai ekstruzijos greitis viršija 2 m/min, reikia naudoti dviejų stočių ar net kelių stočių vyniotuvą.
III. Pagrindiniai vamzdžių defektų kontrolės veiksniai
Vadovaujantis 1 paveiksle pateikta proceso eigos tvarka, pagrindiniai susiję veiksniai, padedantys pašalinti kokybės trūkumus, yra išvardyti toliau.
(1)Maitinimo skyrius:Žaliavų formulavimas; žaliavų forma ir dydis; spalvinimo metodas; džiovinimo būdas; šlifavimo/perdirbtos medžiagos maišymas; priedų rūšys ir dozavimas; bunkerio gerklės aušinimo pajėgumas.
(2)Ekstruderis: Varžto skersmuo; varžtas L/D santykis; varžto suspaudimo laipsnis; sraigtinės konstrukcijos tipas; varžto greitis; ventiliacijos efektyvumas; varžto temperatūros valdymas; statinės šildymo ir vėsinimo valdymas; temperatūros profiliai išilgai ekstruderio zonų; ekstruderio sukimo momentas; energijos suvartojimas; adapteris; ekrano keitiklio temperatūros pasirinkimas ir valdymas; ekrano paketo tipas ir specifikacija.
(3)Mirk:štampavimo tarpas; žemės ilgis; štampo konstrukcijos tipas; srauto kanalo forma; lydalo pasiskirstymas; temperatūros nustatymas ir valdymas; štampavimo galvutės slėgis; sienelės storio kontrolė.
(4) Kalibravimas ir aušinimas:Kalibravimo metodas; kalibratoriaus matmenys; vakuumo dėžutės vakuumo lygis arba vidinio slėgio kalibravimo vamzdžio oro slėgis ir ilgis; kalibravimo sistemos sandarinimas; kalibravimo laikas; aušinimo vandens srauto greitis; aušinimo vandens temperatūra; aušinimo būdas.
(5)Aušinimo vandens bakas:Aušinimo būdas; vandens vamzdžio išdėstymas; aušinimo vandens srauto greitis; aušinimo bako ilgis; aušinimo vandens temperatūra; vamzdžių aušinimo efektyvumas.
(6)Išvežimo vienetas: Išvežimo greitis ir valdymas; ištraukimo jėgos kalibravimas; suspaudimo jėga ir valdymas; takelių skaičius ir efektyvus ilgis; suspaudimo blokų paviršiaus kietumas ir forma; nuimamas kontaktinis paviršius.
(7) Pjovėjas: Pjovimo tipas; pjovimo disko danties profilis ir medžiaga; atstatymo mechanizmas; drožlių surinkimas ir dulkių pašalinimas; triukšmo kontrolė; apriboti sistemos sąranką; suspaudimo mechanizmas; pavaros sistema ir galia; automatinė pjovimo veiksmų sistema.
(8)Ritavimo ir išmetimo stalas: Įtempimo kontrolė; ilgio pjovimo komandų sistema; vyniojimo stoties pasirinkimas; apvijos skersmuo; išmetimo veiksmų indikacija; apvijos tiesinis greitis.
(9) Priedas:Automatizuotos gamybos sąlygos:Sienelės storio matavimas; išorinio skersmens valdymas; svorio matavimo ir gamybos statistika; krumpliaračio lydalo siurblio veikimo būsena; štampavimo centravimo sistema.
Jei reikia daugiau informacijos,Ningbo Fangli Technology Co., Ltd.kviečiame susisiekti dėl išsamaus užklausos, pateiksime profesionalias technines gaires ar įrangos pirkimo pasiūlymus.
Siųsti užklausą


X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika